 Порошковые краски были созданы для обеспечения защиты выкрашиваемых поверхностей, придания им красивого внешнего вида, уменьшения затрат на покраску и в целях снижения вреда, причиняемого экологии. Тогда же появилась система анодирования, а также электростатический метод нанесения покрытия. Появились краски, которые устойчивы к влиянию отрицательных внешних факторов, и покрытия с эффектом «металлик».
Порошковые краски были созданы для обеспечения защиты выкрашиваемых поверхностей, придания им красивого внешнего вида, уменьшения затрат на покраску и в целях снижения вреда, причиняемого экологии. Тогда же появилась система анодирования, а также электростатический метод нанесения покрытия. Появились краски, которые устойчивы к влиянию отрицательных внешних факторов, и покрытия с эффектом «металлик».
Для покраски используют следующие виды порошковых красок:
- полиэфирные – коррозионно- и атмосферостойкие;
- эпоксидные – особо устойчивые к кислотам и щелочам;
- силиконовые – устойчивые к влиянию высоких температур;
- полиуретановые – устойчивые к маслам, растворителям и абразивному воздействию.
Предварительная обработка
Содержание
Предварительная обработка детали является самым трудоёмким и продолжительным процессом, которому порой не уделяют необходимого внимания, тем временем от него зависят жёсткость, качество и долговечность покрытия.
Приготовление поверхности к процессу окраски включает в себя устранение загрязнений, фосфатирование и обезжиривание в целях увеличения адгезии, а также предохранения металла от ржавчины.
Очистка отделываемой поверхности может выполняться химическим либо механическим методами.
Нанесение конверсионного подслоя устраняет попадание под покрытие различного рода загрязнений и влаги, вызывающие отслоение и дальнейшее разрушение облицовки.
Фосфатирование поверхности с нанесением слоя неорганической краски повышает адгезию, то есть сцепку поверхности с краской в два-три раза, и позволяет предохранить её от коррозии.
При избавлении от окислов (ржавчины, окалины и окисных плёнок) довольно результативны абразивная (дробеструйная, дробеметная, механическая) и химическая очистки, то есть протравка.
По окончанию ополаскивания и сушки изделия в печи, поверхность можно считать готовой для того, чтобы была нанесена порошковая покраска.
Нанесение порошковой краски
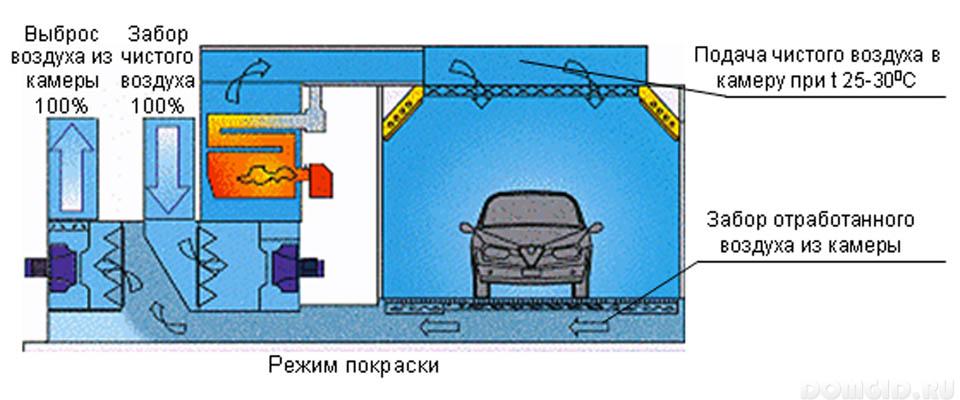
Когда предварительная обработка завершена, выкрашиваемый предмет размещают в камере напыления, где происходит порошковая покраска детали для автомобиля.
Главным предназначением этого бокса является улавливание частиц порошка, которые не сели на выкрашиваемое изделие, утилизация краски, предотвращение проникновения её в помещение. Подобная камера снабжена системой фильтров, средствами очистки (бункерами, виброситом и др.) и системами отсоса.
 Самый известный метод нанесения порошковой краски – это электростатическое напыление, то есть нанесение на заземлённую деталь электростатически заряженного порошка с применением пневматического распылителя, называемого также пульверизатором, аппликатором или пистолетом.
Самый известный метод нанесения порошковой краски – это электростатическое напыление, то есть нанесение на заземлённую деталь электростатически заряженного порошка с применением пневматического распылителя, называемого также пульверизатором, аппликатором или пистолетом.
Формирование покрытия
Когда краска уже покрашено, оно уходит на следующую стадию – формировку покрытия, включающую в себя оплавку слоя краски, получение плёнки покрытия, его отвердевание и остывание.
Для процесса оплавки используется особая камера или печь. Имеется множество видов камер полимеризации, их устройство может изменяться в зависимости от особенностей изготовления.
Полимеризация и оплавление проходят на протяжении 15-30 минут при температуре в 150-220°С, вследствие чего происходит формирование плёнки, то есть полимеризация порошковой краски.
По завершении полимеризации выкрашиваемая деталь остывает на воздухе, а затем, после охлаждения, можно считать покрытие готовым. Таким образом, порошковая покраска изделия для автомобиля в домашних условиях завершена.
Преимущества порошковой покраски
Порошковая покраска металла имеет массу достоинств:
- Отличные декорационные и физико-химические свойства покрытий, в том числе большая палитра допустимых цветовых решений;
- Неплохие эксплуатационные свойства покрытий;
- Экономичность применения порошковых красок;
- Долговечность изделий, которые окрашены порошковыми красками;
- Низкая пористость;
- Улучшенные антикоррозийные и ударопрочные свойства в сравнении с остальными красками;
- Отсутствие необходимости проверки вязкости;
- Отвердевание покрытия происходит в течение получаса;
- Потери при покраске порошковыми красками составляют максимум 4%, а, к примеру, при применении жидких красок – около 40%;
- Для хранения порошковых красок нет надобности в крупных помещениях;
- Минимум повреждений выкрашиваемых деталей при перевозке и уменьшение затрат на их упакование;
- Экологическая безопасность окраски порошковыми красками.
Недостатки порошковой покраски
Порошковая покраска своими руками имеет также и недостатки. Среди них можно отметить следующие:
- Производить порошковую покраску можно лишь в специально снабжённом помещении с применением дорогостоящей и сложной аппаратуры;
- Порошковую краску нельзя самостоятельно колировать;
- При нанесении краски на нетермоустойчивые поверхности возможны сложности;
- Наименьшая толщина слоя краски имеет ограничения и составляет 35 мкм.




